

How to Mig Weld
Buy Welding supplies online at metals4U
WARNING:
This document contains general information about the topic discussed herein. This document is not an application manual and does not contain a complete statement of all factors pertaining to that topic.
The installation, operation and maintenance of arc welding equipment and the employment of procedures described in this document should be conducted only by qualified persons in accordance with applicable codes, safe practices, and manufacturers' instructions.
Always be certain that work areas are clean and safe and that proper ventilation is used. Misuse of equipment, and failure to observe applicable codes and safe practices can result in serious personal injury and property damage.
The essential feature of the process is the small diameter electrode wire, which is fed continuously into the arc from a coil. As a result this process can produce quick and neat welds over a wide range of joints.
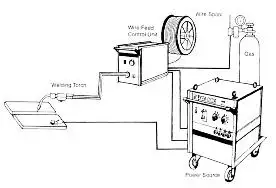
Equipment
- DC output power source
- Wire feed unit
- Torch
- Work return welding lead
- Shielding gas supply, (normally from cylinder)
Power Source
MIG welding is carried out on DC electrode (welding wire) positive polarity (DCEP). However DCEN is used (for higher burn off rate) with certain self- shielding and gas shield cored wires.
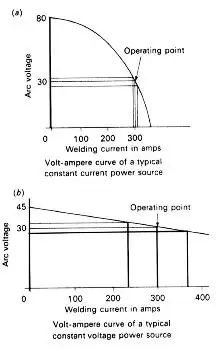
DC output power sources are of a transformer-rectifier design, with a flat characteristic (constant voltage power source). The most common type of power source used for this process is the switched primary transformer rectifier with constant voltage characteristics from both 3-phase 415V and 1- phase 240V input supplies.
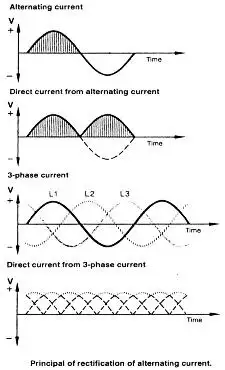
The output of direct current after full wave rectification from a 3-phase machine is very smooth. To obtain smooth output after full wave rectification with a 1- phase machine, a large capacitor bank across the output is required. Because of the expense of this, many low cost 1-phase machines omit this component and therefore provide a poorer weld characteristic. The switches to the main transformer primary winding provide the output voltage steps at the power source output terminals.
Another method of producing different voltages at the power source output terminals is to use a Thyristor or a Transistor rectifier instead of a simple diode rectifier. This system offers continuously variable output voltage, which can be particularly useful on robot.
installations and the cost of this type of rectifier can be partly offset with no need for primary voltage switch or switches and a single tapped main transformer primary winding. Most MIG power sources have a contactor or relay used to switch the outputON/OFF with operations of the trigger on the MIG torch. The switchoff operation of this contactoris normally delayed toallowthe welding wire to Burn back out of molten weld pool. A thermostat is fitted on the hottest point in the power source, in series with the contactor coil to provide thermal protection to the machine. Power source performance is measured by it's ability to provide a certain current for a percentage of a 10 minute period before "Thermal Cut- Out". This is the "Duty Cycle".
The Wire-feed Unit

The wire-feed unit, or sub-assembly where this is mounted in the power source cabinet (known as a composite MIG), provides the controlled supply of welding wire to the point to be welded. According to the welding wire size and Arc voltage provided by the power source, a constant rate of wire speed is required, in MIG welding the power source provides Arc voltage control and the wire feed unit provides welding wire speed control, ( in MIG this equates to welding current ).
Most modern wire feed units control the wire feed speed via a DC motor and thyristor control PCB to provide continuos control of Armature volts and hence RPM of motor.
The wire feed motor spindle has a feed roller fitted and another pressure roll, adjustable spring mounted to lightly grip the wire and push it up the length of the MIG torch.
Various combinations of drive system are used by different manufacturers, these include:
driven feedroll and pressure driven pressure roll
driven feedroll and driven pressure roll
two driven feedrolls and pressure driven pressure roll
two driven feedrolls and two driven pressure rolls
also
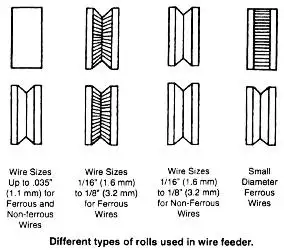
rifled V-shaped feedrolls size dependant grooves V-shaped feedrollssize dependant grooves U-shaped feedrollssize dependant grooves flat, plain pressure rolls flat, knurled pressure rolls V-shaped pressure rollssize dependant grooves U-shaped pressure rollssize dependant grooves
The following groups of illustrations show the types of problems encountered when wire-feed roll parameters (pressure and type) are applied incorrectly.

It is apparent from these images that correct selection of wire feedroll groove shape and feedroll pressure is essential in obtaining optimum wire feed conditions.
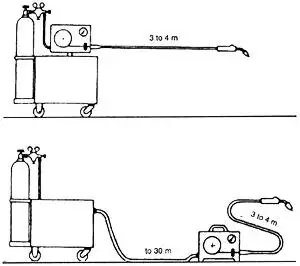
Choosing The Wire Feeder
These types of wire feeders can be used with MIG torches up to a maximum of 4m (the shorter the better) for hard welding wires and, with great care and a high level of maintenance, up to a maximum of 3m with soft wires like aluminium.
To overcome this limitation the wire feed unit can be made as a separate portable unit so the welder can work at a great distance from the power source.
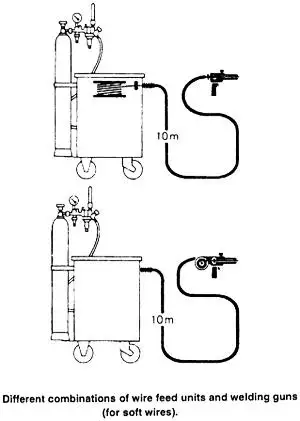
Push-Pull Wire-Feed Systems
For soft welding wires, special systems are used where the torches have an internal drive mechanism to pull the welding wire in addition to the push drive system in the wire feed unit.
Spool-On-Gun Wire-Feed Systems
Others have a small spool of wire which is mounted on the torch and a drive system in the handle feeds the wire directly to the point of weld.
The MIG Torch

This provides the method of delivery from the wire feed unit to the point at which welding is required.
The MIG torch can be air cooled or water cooled and most modern air cooled torches have a single cable in which the welding wire slides through a Liner. Gas flows around the outside of this Liner and around the tube the Liner sits in is the power braid and trigger wires. The outer insulation provides a flexible cover.
Water cooled MIG torches are similar to the above, but gas hose, liner tube, power lead (including water return pipe), water flow pipe and trigger wires are all separate in an outer sleeve.
Most industrial MIG equipment uses a standard European MIG torch connector for easy connection of torch, some low cost smaller units use individual manufacturers fittings.
The important areas of maintenance are: Liners are in good condition and correct type and size; Contact tips are lightly fitted, of correct size and good condition.
Shielding Gas
This is a complicated area with many various mixtures available, but the primary purpose of the shielding gas in the MIG process is to protect the molten weld metal and heat affected zone from oxidation and other contamination by the atmosphere.
| • |
Arc Characteristics |
A basic position or starting point would be |
||
| • |
Mode of Metal Transfer |
Aluminium |
- |
Argon |
| • |
Penetration and Weld Head Profile |
Magnesium |
- |
Helium |
| • |
Speed of Welding |
Copper Alloys |
- |
Argon - Helium Mix |
| • |
Undercutting Tendency |
Steel |
- |
CO2 not commonly used * today, Ar-CO2 mix is preferred |
| • |
Cleaning Action |
|
|
|
| • |
Weld Metal Mechanical Properties |
|
|
|
Metal Transfer Across The Arc
The operating characteristics of MIG welding is described by the four basic modes of weld metal transfer from the electrode to the work:
* Short circuiting transfer
* Globular transfer
* Spray transfer
* Pulsed spray transfer
The mode of weld metal transfer is determined by the following:
* Welding current
* Electrode size
* Electrode composition
* Electrode stick out
* Shielding gas
Short Circuiting Transfer
Short circuiting transfer uses the lowest welding currents and voltages, which consequently produces very low heat input. In this mode of welding, the metal is not transferred across the arc gap, but from the electrode to the work only during a short period when the welding wire is in contact with the weld pool. When the electrode wire tip touches the weld pool, the arc extinguishes, the voltage goes down and amperage rises. At this moment, metal is transferred from the melted electrode tip to the weld pool with the help of surface tension of the melted weld metal. When the droplet from the tip of the wire passes to the weld pool there is no more metal connection and the arc is re- established. At the heat of the arc tip, the electrode is melted and as the wire is fed towards the weld pool the next short circuit occurs. The rate of current increase during the short circuit is controlled by the induction of the power source, whereas the re-ignition and the maintenance of the arc are provided by the energy stored in the inductor during the short circuiting period.
The electrode contacts the weld pool at a random frequency, which ranges from 20 to 200 contacts per second depending on the current voltage and amperage. The drop size and the short circuit duration are influenced by the composition of the shielding gas, which affects the surface tension of the molten metal. This mode of metal transfer in MIG is normally applied with CO2-rich mixed shielding gas on ferrous metals.
A correctly set arc produces a small amount of spatter and a relatively small, fast freezing and easily controlled weld pool. Because of this, this model of metal transfer is well suited for thin sections, for off-position welding and for building up bridges on large root openings.
Globular Metal Transfer
Globular metal transfer occurs at relatively low operating currents and voltages but these are still higher than those used in short circuiting transfer. This metal transfer mode is characterised by a drop, two or three times larger in diameter than the wire, formed at the tip of the electrode. This droplet is detached from the tip of the electrode by the effect of a pinch force and the transfer of the droplets in irregular form across the arc is aided by the effect of the weak electromagnetic and strong gravity forces. As the droplets grow on the tip of the wire electrode they wobble around and disturb the arc plasma stability. Consequently, the heat-affected zone in the work becomes narrow, penetration of the weld becomes small, and the weld deposit is irregular and large amounts of spatter takes place.
When the arc length is too short (low voltage) the droplets can touch the weld-pool and short out the circuit before detaching from the wire. This causes a considerable amount of spatter. Therefore the arc must be long enough to let the droplets detach freely from the electrode tip without touching the weld pool.
The globular metal transfer mode can be obtained with all types of shielding gas. With CO2 shielding gas, globular metal transfer occurs at most of the operating current, amperage and voltage levels. Large molten metal droplets are transferred across the welding arc mainly by the action of gravity. Therefore this mode of working in MIG is applied to the welding of mild steel in flat and horizontal position.
Spray Transfer
Under an argon-rich shielding gas, increasing the current and voltage causes a new mode of metal transfer to appear: the tip of the wire electrode is tapped, the sizes of the droplets become smaller and they are directed axially in a straight line from the wire to the weld pool. The current level above by which this mode of metal transfer begins is called transition current. The droplets are much smaller than the diameter of the wire and they detach with pinch force much more rapidly than with the globular transfer mode, there is very little spatter and the surface of the weld bead is smooth.
The rate of transfer of droplets can vary from less than one hundred times of a second up to several hundred times of a second. As the current increases the droplet size decreases and the frequency increases. If the current level in this made of transfer is high enough the necking effect of the pinch force and the arc forces accelerate the droplets to velocities which overcome the gravity forces. Therefore spray transfer can be used under certain conditions in out-of-position welding. Although the high deposition rate produces a large weld-pool, this cannot be supported only by the surface tension of the molten metal in vertical and overhead welding. This problem is overcome by a new technique called pulsed current transfer.
Pulsed Current Transfer
The Pulsed mode of metal transfer in MIG is used for applications where a good penetration and reduced heat input are required. A pulsed current transfer is a spray type of transfer that occurs at regularly spaced intervals instead of constantly. This mode of metal transfer can only be produced if the power source is able to supply a pulsed current. The level of a welding current supplied by a pulsing type of power source varies between high and low levels.
Whereas high level is above the transition current and produces the droplets, low level or background current has only sufficient energy to sustain the arc. In this system of transfer, the droplets have a size equal to the diameter of the wire electrode and theoretically the machine can be set up so that one drop of molten metal can be transferred across the arc during each pulse of high current. There is no metal transfer at low pulse level.
Advantages of Pulsed Current Transfer:
* Droplets transferred without short circuits and therefore with little spattering.
* Thicker solid wire electrodes can be used
* Flat weld beads can be obtained at low arc power
Limitations of Pulsed Current Transfer.
* High cost of pulsed current power sources
* Setting of optimum welding data is more complicated
* Only high argon shielding gas mixtures can be used with conventional pulsing current power sources.
Welding Process Variables
During a manual welding operation, the welder has to have control over the welding variables, which affect the weld penetration, bead geometry and the overall weld quality. A proper selection of welding variables will increase the chances of producing welds of a satisfactory quality. However, these variables are not completely independent and changing one variable generally requires the changing of some of the others in order to achieve the desired result. When all these variables are in proper balance, the welder can deposit higher quality weld metal and produce sound welds.
The selection of the welding variables should be made after the base metal, filler metal and joint design have been determined.
The welding process variables mainly affect the geometry of the weld bead such as the penetration, bead reinforcement, bead width and the deposition rate, which is the weight of the metal deposited per unit of time. These variables are as follows:
| • |
Welding Current |
• |
Welding Voltage |
| • |
Travel Speed |
• |
Wire Electrode Size |
| • |
Type of Shielding Gas |
• |
Electrode Extension |
| • |
Electrode Angle |
• |
Weld Joint Position |
Welding Current
The value of welding current used in MIG has the greatest effect on the deposition rate, the weld bead size, shape and the penetration. In MIG welding, metals are generally welded with direct current polarity electrode positive (DCEP, opposite to TIG welding), because it provides the maximum heat input to the work and therefore a relatively deep penetration can be obtained. The oxide removal effect of the DCEP, which is very important in the welding of aluminium and magnesium alloys, contributes to clean the weld deposit.
When all the other welding parameters are held constant, increasing the current will increase the depth and the width of the weld penetration and the size of the weld bead. In a constant voltage system, the wire feed speed and welding current are controlled by the same knob. As the wire feed speed is increased the welding current also increases, resulting in increases in the wire melt-off rate and the rate of deposition.
Each electrode wire size and type has a minimum and maximum current range to give the best results. An excessively low welding current for a given electrode size produces a poor penetration and the pileup of the weld metal on the surface of the base metal transfer by the arc is sluggish, the bead is rough and reinforcement high. These current ranges for different sized wires are shown in the table on page 7.
If the current is too high, the size of the weld bead is large and the excessive deep penetration that wastes the filler metal causes burn-through and undercut. Too high or too low welding current also affects the mechanical properties of the weld metal and the tensile strength. The ductility is reduced and porosity, excessive oxides and impurities can be seen in the weld metal.
Welding Voltage (Arc Length)
The arc length is one of the most important variables in MIG that must be held under control. When all the variables such as the electrode composition and sizes, the type of shielding gas and the welding technique are held constant, the arc length is directly related to the arc voltage. For example, normal arc voltage in carbon dioxide and helium is much higher than those obtained in argon. A long arc length disturbs the gas shield, the arc tends to wander and thus affects the bead surface of the bead and the penetration. In MIG the arc voltage has a decided effect upon the penetration, the bead reinforcement and bead width. By increasing the arc voltage the weld bead becomes flatter and wider, the penetration increases until an optimum value of the voltage is reached, at which time it begins to decrease.
High and low voltages cause an unstable arc. Excessive voltage causes the formation of excessive spatter and porosity, in fillet welds it increases undercut and produces concave fillet welds subject to cracking. Low voltage produces narrower beads with greater convexity (high crown), but an excessive low voltage may cause porosity and overlapping at the edges of the weld bead.
Travel Speed
The travel speed is the rate at which the arc travels along the work-piece. It is controlled by the welder in semiautomatic welding and by the machine in automatic welding. The effects of the travel speed are just about similar to the effects of the arc voltage. The penetration is maximum at a certain value and decreases as the arc speed is varied.
For a constant given current, slower travel speeds proportionally provide larger beads and higher heat input to the base metal because of the longer heating time. The high heat input increases the weld penetration and the weld metal deposit per unit length and consequently results in a wider bead contour. If the travel speed is too slow, unusual weld build-up occurs, which causes poor fusion, lower penetration, porosity, slag inclusions and a rough uneven bead.
Increasing the travel speed shows opposite effects: Less weld metal gets deposited with lower heat input that produces a narrower bead with less penetration. Excessively high speeds cause high spatter and undercutting and the beads show an irregular form because of very little weld metal deposit per unit length of weld.
The travel speed, which is an important variable in MIG, just like the wire speed (current) and the arc voltage, is chosen by the operator according to the thickness of the metal being welded, the joint design, joint fit-up and welding position.
Electrode Size
The electrode diameter influences the weld bead configuration (such as the size), the depth of penetration, bead reinforcement and bead width and has a consequent effect on the travel speed of welding. As a general rule, for the same welding current (wire feed speed setting) the arc becomes more penetrating as the electrode diameter decreases. A larger electrode in general requires a higher minimum current for the same characteristics. To get the maximum deposition rate at a given current, one should have the smallest wire possible that provides the necessary penetration of the weld. The larger electrode diameters create welds with less penetration but wider in width. The choice of the wire electrode diameter depends on the thickness of the work-piece to be welded, the required weld penetration, the desired weld profile and deposition rate, the position of welding and the cost of electrode wire. For many purposes small diameter wires are good for thin sections and for welding in vertical and overhead positions. Large diameter wires are desirable for heavy sections and hard surfacing and built-up works with low current applications because of less weld penetration.
Taking into account all the factors mentioned above – especially the fact that small diameter electrode wires cost more on weight basis – one can find a wire size that will produce minimum welding costs for any welding application.

Type Of Shielding Gas
As mentioned before, different types of shielding gases are used in the MIG process, and the melting rate, bead profile and penetration of weld changes due to gas type. At the same time, the type of the shielding gas affects the spattering, welding speed and the mode of metal transfer and thus the overall mechanical properties of the weld metal.
Pure carbon dioxide or argon-carbon dioxide and argon-oxygen mixed gases are generally used for welding of iron based metals. For the same welding current the high melting rate, greater penetration, large and convex weld profile will be obtained when carbon dioxide is chosen as a shielding gas. When pure carbon dioxide shielding is used, a complex interaction of forces occurs around the metal droplets at the wire tip. These unbalanced forces cause large, unstable droplets to grow and transfer to the molten metal in a random action. This is the reason for an increase in spatter along the weld bead. Also pure carbon dioxide generates more fume.
Argon, helium and argon-helium mixtures are used in many applications for welding non-ferrous metals and alloys. These inert gas mixtures provide lower melting rate, smaller penetration and narrow bead contour. Argon is cheaper than helium and helium-argon mixtures and it also produces less spatter. Unlike argon, helium improves the weld bead penetration profile (higher melting rate, deeper penetration and convex surface profile). But, when helium is used, welding voltage rises for the same arc length and the consumption of shielding gas increases more than when argon is used.
Electrode Extension (Stickout)
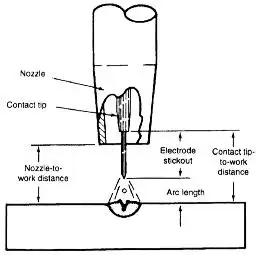
As shown in the illustration opposite, the electrode extension or stickout is the length of the filler wire between the end of the contact tip and the end of the electrode. This is the only section of the wire electrode which conducts the welding current. Therefore an increase of the extension results in an increase of its electrical resistance and also causes the electrode temperature to rise because of the resistance heating.
This preheat can reach a temperature value approaching the melting point of the electrode so that an arc heat of small intensity will be enough for it to become molten at the point of welding. In a constant voltage power source, the increase of the resistance of the stickout produces a greater voltage drop from the contact tip to the work. The CV power source compensates for the higher voltage drop by decreasing the current, which produces a smaller arc resulting in a narrow, high-crowned weld bead with shallow penetration. Decreasing the stickout shows just the opposite effect, preheating of the wire is reduced, the voltage drop is not as high and the power source provides more current than the heat input to work-piece which causes an increase in the penetration.
Typical electrode extensions range from 6 to 13mm (1/4 - 1/2 in) for short circuiting transfers and from 13 to 25 mm (V2 - I in.) for other types of metal transfers. Longer extensions are used for flux cored electrodes.
The welder can increase the electrode extension, which reduces the welding current and the penetration to make adjustments in the characteristic of the weld bead to compensate for changes over a short length of the weld such as an area where the root opening is excessively wide or narrow.
Electrode Position
The position of the wire electrode with respect to the weld joint, affects the weld bead shape and the penetration to a greater extent than the arc voltage and the travel speed. The position of the wire electrodes is defined by means of two angles which are called "work" and "travel" angles.
Joint Types and Joint Preparation for GMAW
Joint Types
A joint refers to the location where two or more members are to be permanently joined by welding. Construction parts joined to produce the end product may be in the form of rolled plate, sheet, profiles and pipes. The design of the welded joint may vary according to the type of the construction to be welded and how the parts of the work-piece are located in relation to each other. In MIG welding, the most commonly used joint types are the butt joint, corner joint, edge joint, lap joint and the T- joint.

Weld Types
Welded joints are carried out in the formation of different types of joints (the configurations for some of which are shown on pages 10 and 11). Some of them, such as the groove weld and the fillet weld, are used for making welded plate products. The different types of welds are:
- The groove weld (several types)
- The backing weld
- The spot weld
- The flange weld
- The surfacing weld
- The fillet weld
- The plug or slot weld
- The seam weld
- The stud weld
- The tack weld
The groove welds are used in producing butt joints. The fillet welds are used in overlap, T- and corner joints. The backing welds are applied to back or root side of the joint. The plug or slot welds are used for prepared holes of overlap joints. Arc spot welds can be produced from one side of lap joints without prepared holes. The seam welds are the continuous welds which extend across the entire length of the joint from one end to another. Surfacing welds are used for filling the worn surfaces of machine parts with stringer or weave beads. Tack welds are often used to assist assembly or to maintain edge alignment during welding.
Welding Positions
In application, there are only four basic welding positions. Often, welding must be done on the ceiling, in the corner, or on the floor. In view of this, some techniques were developed to allow welding in any position. Different welding positions are:
- Flat position: In this position, the filler metal is deposited from the upper side of the joint and the face of the weld is approximately horizontal. In welding terminology this is also called the down-hand position for both groove welds and fillet welds.
- Horizontal position: The position of welding in which the weld is performed on the upper side on a horizontal surface and against an approximately vertical surface.
- Overhead position: The weld is deposited from the underside of the joint and the face of the weld is horizontal.
- Vertical position: The weld axis is approximately vertical. The welding direction can be changed up and down.
Welding in the flat position is the most simple technique and the most convenient. The highest deposition rates can be provided and it can be adopted easily to mechanised or automated welding techniques. In these positions, the most difficult position is the overhead that needs special skills for the welding application. In industrial applications the manipulators and positioners have been developed and used for holding a joint in as flat a position as possible.
Flat Position
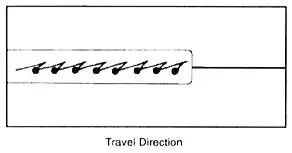
The recommended weaving patterns, the welding gun motions and the bead sequences in flat position are illustrated in the illustrations opposite and overleaf. In MIG welding light gauge materials in a single pass, a slight back stepping technique is used in butt joints. Root passes are performed with small, pendulum-like weaves. Cover passes are also carried out in the same manner but with wider weaving in order to adjust the preset weld width. The welder must take care of pausing at the side walls to obtain an adequate tie-in to the base metal. In the flat position, the inclination of the work surface with the horizontal strongly affects the weld bead shape and penetration. In the case of uphill welding, when the weld axis is inclined 15E to the horizontal, both the reinforcement and the penetration depths increase but the weld width decreases. On the other hand, in downhill welding the penetration depth and the reinforcement decrease and the weld width and the welding speed increase.
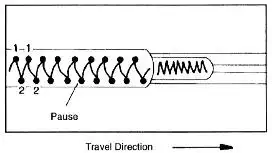
Weaving pattern for multi-pass butt weld in flat position
Horizontal Position
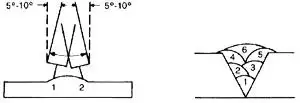
The recommended weaving patterns, the welding gun motions and bead sequences in horizontal position are illustrated in the two illustrations below. For butt weld root passes and fill passes, a zig-zag motion like a saw tooth is used with bead width adjustment as required. The operator must take care of pausing at the side walls to obtain an adequate tie-in to the base metal or to the previous weld bead. In the horizontal position for fillet welds a circular motion of the electrode tip is recommended.
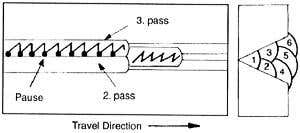
Weaving pattern for multi-pass butt weld - horizontal position
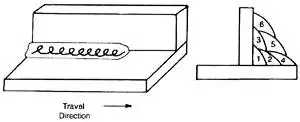
Weaving pattern for fillet weld - horizontal position
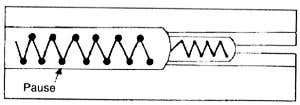
In the vertical position, a back and forth weave is recommended for the weaving patterns, the welding gun motions and the bead sequences for light gauge material with a square edge butt joint. In a bevelled Weaving pattern for multi-pass butt weld - horizontal position multi-pass joint, root passes are performed with small weaving in a U pattern like a pendulum, cover passes are carried out by using a side weave with a back- step in the size of the wire diameter at the walls. For vertical up fillet weld a Christmas tree pattern is recommended with pauses at the side walls. In the vertical down welding, an upside down U pattern with pauses at the side walls is used.
The welder must take care of pausing at the side walls to obtain adequate tie-in to the base metal. For vertical up fillet weld a Christmas tree pattern is recommended with pauses at the side wall.

Overhead Position
Weaving pattern for multi-pass fillet weld in overhead position
The recommended weaving patterns, the welding gun motions and bead sequences in the overhead welding are illustrated in the illustration overleaf. Overhead welding of butt bevelled joint is performed with a regular zig-zag pattern with pauses at the side walls. For the overhead fillet weld as well as in the vertical up fillet weld a Christmas tree pattern is recommended with pauses at the side walls.
MIG Welding Parameters
The welding operator may encounter some problems during the application of the process which are commonly limited to his work. Some of them can cause serial weld defects which affect the weld quality. Sometimes, the prediction of the problem takes a long time and requires a qualified personnel. Normally, the solution requires careful evaluation of the wire feeder, the welding machine, the connections, the shielding gas system and the welding technique. The following tables indicate the typical parameters for MIG welding of a variety of metals:
Examples of Parameters Used In Argon-CO2 MIG Welding of Mild Steel
Technique |
Thickness of Work mm (in) |
Wire dia mm (in/1000) |
Amps |
Volts |
Wire Feed m/min (ipm) |
|
Dip. V |
1mm B (0.04) |
0.8 (32) |
90 |
15 |
5.25 (206) |
|
Dip. V |
3mm F (0.12) |
0.8 (32) |
155 |
17 |
8.25 (325) |
|
Dip. V |
3mm B (0.12) |
1.0 (40) |
160 |
18 |
7.00 (275) |
|
Dip. V |
6mm F (0.24) |
1.0 (40) |
160 |
18 |
7.00 (275) |
|
Dip. V |
12mm F (0.47) |
1.0 (40) |
175 |
19 |
9.25 (365) |
|
Dip. V |
20mm MRF (0.79) |
1.0 (40) |
175 |
19 |
9.25 (365) |
|
Dip. V |
12mm F (0.47) |
1.2 (48) |
175 |
18 |
3.80 (150) |
|
Dip. F1 and V |
20mm MRB & F (0.79) |
1.2 (48) |
175 |
18 |
3.80 (150) |
|
Spray. F1 |
3mm B (0.12) |
0.8 (32) |
165 |
25 |
12.0 (473) |
|
Spray. F1 |
3mm F (0.12) |
0.8 (32) |
175 |
25 |
12.9 (508) |
|
Spray. F1 |
3mm B (0.12) |
1.0 (40) |
230 |
26 |
13.4 (530) |
|
Spray. F1 |
6mm F (0.24) |
1.0 (40) |
210 |
27 |
12.9 (508) |
|
Spray. F1 |
6mm F, B (0.24) |
1.2 (48) |
320 |
32 |
10.5 (413) |
|
Spray. F1 |
12mm MRF (0.47) |
1.2 (48) |
320 |
32 |
10.5 (413) |
|
Key |
= Butt Weld |
|
|
|
|
|
B |
= Fillet Weld |
|
|
|
|
|
MRF |
= Multi-Run Butt |
|
|
|
|
|
MRB |
= Flat Position |
|
|
|
|
|
F1 |
= Vertical Position |
|
|
|
|
|
V |
|
|
|
|
|
Examples of Parameters Used In Argon MIG Welding of Aluminium Alloys
Joint Thickness mm (in) |
Wire dia mm (in/1000) |
Amps |
Wire Feed m/min (ipm) |
|
1.5 (0.060) |
0.8 (32) |
80 |
8.5 (335) |
|
3.0 (0.118) |
1.0 (40) |
130 |
8.9 (350) |
|
6.0 (0.236) |
1.2 (48) |
200 |
9.3 (366) |
|
12.0 (0.472) |
1.6 (63) |
250 |
7.0 (275) |
Arc Voltage 20-22 |
Examples of Parameters Used In Argon MIG Welding of Copper & Copper Alloys (Using 1.6mm Wire)
Alloy |
Thickness mm (in) |
Preheat EC (EF)E |
Amps Range |
Volts Range |
Wire Feed mm/min (ipm) |
|
Copper |
6mm (0.236) |
None |
240 – 320 |
25 – 28 |
5.5 – 6.5 (216 – 256) |
|
Cu-Si |
6mm (0.236) |
None |
250 – 320 |
22 – 26 |
6.0 – 8.5 (236 – 335) |
|
Cu-Al |
6mm (0.236) |
150 (300) max. |
280 – 320 |
26 – 28 |
4.5 – 5.5 (177 – 216) |
|
Cu-Ni |
6mm (0.236) |
150 (300) max. |
270 – 330 |
22 – 28 |
4.5 – 5.5 (177 – 216) |
MIG Welding Troubleshooting
Problem |
Probable Cause |
Solution |
|
Wire stops feeding while welding. |
• Fuse blown in power source primary. |
• Replace fuse. |
|
Wire feeds, but no arc is struck. |
• Primary line fuse blown. |
• Replace fuse. |
|
Wire feed motor operates, but wire doesn't feed. |
• Insufficient drive roll pressure. |
• Adjust drive roll pressure. |
|
Irregular wire-feed and burnback |
• Power circuit fluctuations. |
• Check line voltage. |
|
Electrode wire wraps around drive roll ("birdnesting") |
• Excessive feed-roll pressure. |
• Adjust feed roll pressure. |
|
Difficult to start an arc and arc unstable. |
• Wrong polarity. |
• Check polarity. Reverse leads if req'd. |
|
Wire feeds, but no gas flows. |
• Failure of gas valve solenoid. |
• Replace failed part. |
|
Excessive spatter while welding. |
• Excessive gas flow rates. |
• Reduce rate of shielding gas flow. |
|
Heavily oxidised weld bead. |
• Air / water leaks in torch cables. |
• Check for leaks and repair / replace. |
|
Porosity in the weld bead. |
• Loose or broken wires to gas valve solenoid. |
• Repair or replace wires to valve. |
|
Wire stubs into Work-piece. |
• Excessive wire-feed speed. |
• Reduce wire-feed speed. |
|
Welding cables overheating. |
• Cables are too small or too long. |
• Check requirements, adjust cable length. |